- SL4-FF-EVO
- Description du produit
- Détails techniques
- l'usinage
 Après des années de recherche et de développement, GRAF Synergy S.R.L. et RYKO Maschinenbau GmbH une innovation mondiale.
Après des années de recherche et de développement, GRAF Synergy S.R.L. et RYKO Maschinenbau GmbH une innovation mondiale.
Souder les profilés de fenêtre en PVC sans formation de cordons de soudure.
La nouvelle machine à souder à 4 têtes avec un encombrement de seulement 25 m² remplace une ligne complète de soudage et de nettoyage d'angles, composée de trois machines et nécessitant une superficie de 85 à 120 m². Outre le gain de place important, d'autres avantages sont : des économies d'énergie, moins de travaux de maintenance et une qualité de soudure jamais atteinte auparavant.
De nombreux visiteurs du secteur de la construction de fenêtres ont profité de l'occasion offerte par le salon Fensterbau FRONTALE 2012 à Nuremberg sur le stand GRAF. Les visiteurs ont non seulement pu suivre l'ensemble du processus de soudage, mais également le test de rupture des coins qui a suivi et constater par eux-mêmes la qualité exceptionnelle.
Poste à souder à 4 têtes SL4-FF-EVO
✛ souder sans formation de cordons de soudure
✛ taux de production élevé
✛ très grande stabilité grâce à un cordon de soudure spécial
✛ Économies d'énergie, moins de travaux de maintenance
Cette machine à souder à 4 têtes commandée par 19 axes CNC permet de souder un cadre PVC complet selon un nouveau procédé. Soudage sans coupe ultérieure du cordon de soudure. Les têtes de soudage sont automatiquement positionnées en fonction de la taille spécifiée du cadre profilé à souder. Cependant, en amont, un travail préparatoire a lieu après l'insertion. Le fraisage des faces et des contours est effectué pour compenser les tolérances en termes de longueur et de précision angulaire. De plus, cette machine dispose d'un système de mesure de hauteur de tolérance qui compense les différences de hauteur de profil jusqu'à 0,7 mm. Les cycles de chauffage, de soudage et de refroidissement des barres profilées sont également automatisés. Après refroidissement, le cadre soudé est transporté vers la machine de nettoyage au moyen de bandes transporteuses.
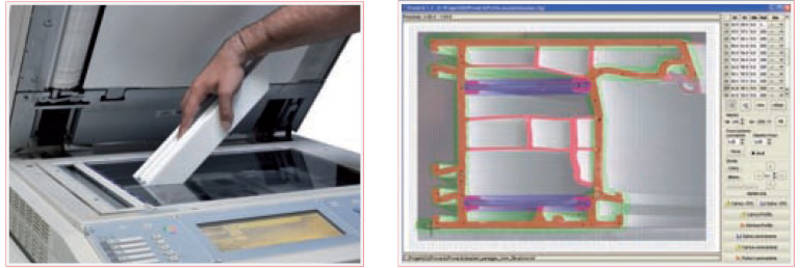
Programmation de profil WYSIWYG
Ce que vous voyez est ce que vous obtenez.
Un problème avec les machines à souder automatiques conventionnelles est le fait que vous devez télécharger des dessins de profil. Pour la programmation du SL4 FF, il n'est plus nécessaire de télécharger ou d'utiliser des programmes CAO 3D, des dessins de profils DXF, des programmes de programmation de profils PTP ou des programmes ISO complexes. Une photocopie ou un scan du profil à traiter, qui est téléchargé sur le contrôleur sous forme de fichier JPEG, suffit. Cela signifie que la reprogrammation, le changement de profil, etc. sont faciles à réaliser vous-même et ne nécessitent pas l'assistance d'experts en programmation, etc.
Système de compensation de tolérance de hauteur de profil
En cas de hauteurs de profilés différentes en raison des tolérances d'extrusion, le système de mesure de hauteur de profilé de haute précision intégré intervient automatiquement et communique les tolérances. Tolérances de compensation entre 2 profils jusqu'à 0,7mm. En cas de tolérances plus élevées, la machine l'indique à l'opérateur. L'opérateur peut continuer ou annuler le processus de soudage en confirmant que la tolérance a été dépassée.
Système VHL (Système de compensation de tolérance d'erreur)
Le système VHL compense les mauvaises coupes jusqu'à 2 mm de longueur, ainsi que les imprécisions d'angle vertical/horizontal jusqu'à 1°.
Augmentation de la résistance des coins grâce au soudage
Chaque profil a sa propre valeur de résistance aux coins, en fonction de la composition du profil, de ses dimensions et de la qualité de la soudure. Avec la nouvelle SL4 FF, une résistance des coins nettement supérieure peut être obtenue avec le même type de profilé par rapport à une ligne de soudure-plâtre conventionnelle.

Productivité plus élevée
Le temps de traitement du processus de soudage pourrait être considérablement réduit. Le temps de soudage peut être compris entre 55 sec. et un maximum de 90 secondes. en fonction du type de profil. Plus le temps de charger et décharger la machine. Des augmentations de productivité de 30 % à 200 % peuvent être réalisées par rapport à une ligne de soudage et de nettoyage conventionnelle.
Encombrement réduit – de 3 à 1 machine
SL4 FF ne nécessite plus de table de refroidissement, de nettoyeur de coins ou de station de retournement. Les lignes de soudage et de nettoyage conventionnelles nécessitent entre 85 et 120 m², voire plus dans certains cas. La soudeuse à 4 têtes SL4 FF ne nécessite que 25 m².

Dimensions des profils pouvant être soudés :
Dimensions du cadre pouvant être soudé :
Dimensions:
Détails:
Performance:
Cadres soudés* : Jusqu'à 1/90-150 sec.
* En fonction des types de profilés et de joints à traiter.
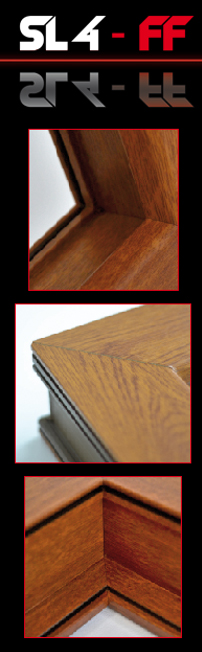
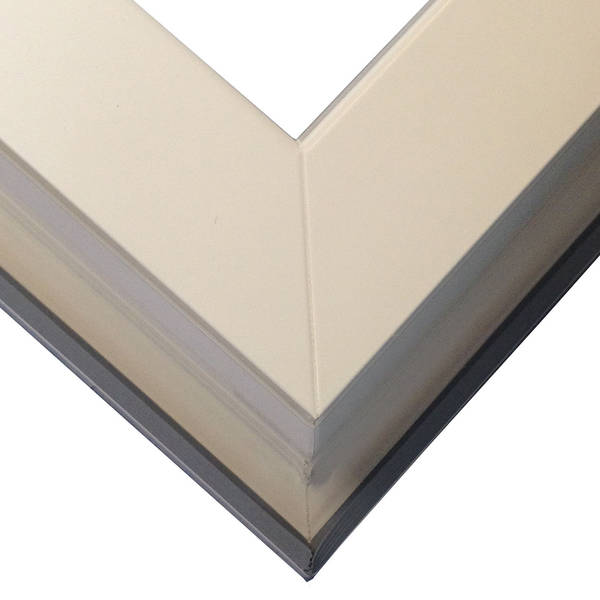
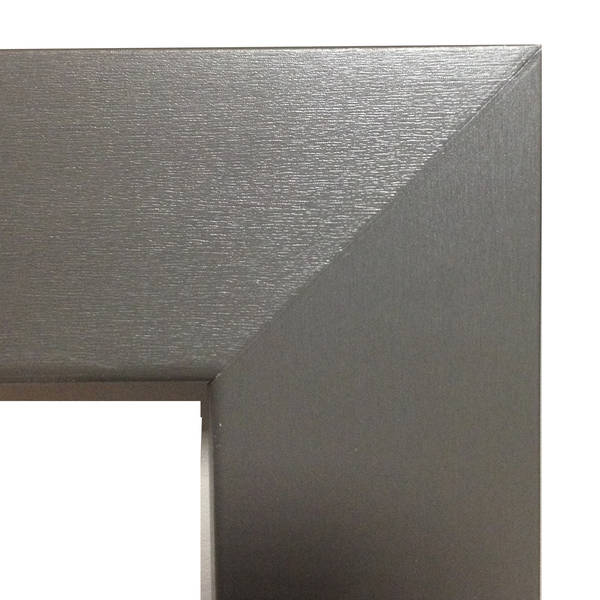
Cordon de soudure / cordon de soudure
Un autre aspect très fondamental est la qualité de la soudure. Ce procédé permet de créer une soudure sans plâtrerie ultérieure, et un angle parfait est également créé, ce qui établit une nouvelle norme dans la production de fenêtres. De plus, la soudure superficielle visible peut être réalisée en 2 versions, d'une part avec une soudure à 0 mm (soudure invisible), d'autre part avec une soudure visible, utilisée principalement pour les profilés blancs. Les profils avec des courbes et des soudures invisibles semblent naturels et sont parfaits !







contact@rykofrance.com
Tel:(+33) 0388 63 9999